
Arburg / BASF
Energieeffizienz beim Spritzgießen

Quelle: Arburg
Auf der Fakuma 2011 präsentieren der Materialhersteller BASF und der Maschinenhersteller Arburg das vielschichtige Thema Energieeffizienz im Rahmen einer Sonderschau. Im Foyer Ost werden dem Fachpublikum Maßnahmen aufgezeigt, mit deren Hilfe sich die Energieeffizienz beim Spritzgießen über die gesamte Wertschöpfungskette hinweg steigern lässt und damit die Stückkosten sinken. Mit einem speziell optimierten Kunststoff und der passenden Maschinentechnik stellen die beiden Unternehmen vor, wie neue Entwicklungen energiesparend zusammenwirken können.
Als anschauliches Praxisbeispiel zeigt eine vergleichende Fertigung mit zwei verschiedenen Kunststoffen, wie sich die Energieeffizienz durch angepasste Materialauswahl steigern lässt. Dazu produziert ein elektrischer Allrounder 370 E von Arburg zum Vergleich Testbauteile aus einem Standardkunststoff und einem Material, das speziell bezüglich des Fließverhaltens verbessert wurde.
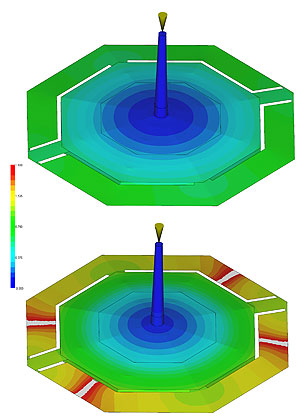
Quelle: BASF
Die Funktion "Energiemessung" der Selogica-Maschinensteuerung zeichnet den Energiebedarf des jeweiligen Prozesses auf. Der Vergleich soll zeigen, wie eine energieoptimierte Maschine zusammen mit einem fließverbesserten Kunststoff zu markanten Energieeinsparungen im Spritzgießprozess beitragen kann. Abhängig von Bauteilgröße und Geometrie resultieren aus den geringeren Verarbeitungstemperaturen und den kürzeren Zykluszeiten eine höhere Energieeffizienz und damit geringere Stückkosten.
Bei dem neuen Material von BASF handelt es sich um das fließverbesserte Ultramid B3WG6 High Speed (PA 6 mit 30% Glasfasern). Dieser thermoplastische Kunststoff erlaubt durch die verbesserte Fließfähigkeit eine geringere Verarbeitungstemperatur, was gleich zu mehreren Vorteilen hinsichtlich Zeit-, Kosten-, und Energieersparnis führt.
Die verbesserte Fließfähigkeit lässt sich auf verschiedene Arten nutzen. Filigrane Strukturen und dünnwandige Teile sind leichter und sicherer zu füllen, die Ausschussquote sinkt, vor allem bei komplexen Geometrien. Der deutlich reduzierte Spritzdruck führt dazu, dass die Werkzeuge weniger starkem Verschleiß ausgesetzt sind. Damit steigen die Betriebszeiten und die Instandhaltungskosten sinken. Durch leichteres Fließen sinkt gerade bei großen Bauteilen der notwendige Spritz- bzw. Fülldruck, dadurch reduziert sich die Zuhaltekraft und die Verarbeiter können auf kleineren Maschinen produzieren. Zudem werden bei den Werkzeugen weniger Anspritzpunkte oder Heißkanaldüsen benötigt. Trotz dünner Wände lassen sich sogar Bauteile mit vergleichsweise hohem Glasfaseranteil herstellen.
Bezüglich Energieeffizienz reduziert sich durch den Einsatz des neuen Materials zunächst die Heizarbeit der Spritzgießmaschine, die einen Großteil des Gesamtenergiebedarfs ausmacht. Versuche von BASF haben gezeigt, dass sich die Zykluszeit durch die um 40°C kältere Verarbeitung um bis zu 30% verringern kann, was zu einer weiteren Energiereduktion führt. So ließ sich bei den Versuchen, die für viele Standardanwendungen repräsentativ sind, eine auf die Anzahl der hergestellten Teile bezogene Energieeinsparung von insgesamt 30% erzielen.
Darüber hinaus trägt der elektrische Allrounder 370 E als Vertreter der Baureihe Edrive zur Energieeffizienz der Spritzteilproduktion bei. Die elektrischen Allrounder zeichnen sich z.B. durch den hohen Wirkungsgrad der servoelektrischen Antriebe und der Kniehebel-Schließeinheit aus. Die Energierückspeisung der Servomotoren beim Abbremsen wirkt sich ebenfalls vorteilhaft auf den Energiebedarf der Maschine aus. Zusammen ergeben diese Faktoren abhängig von der Anwendung eine Verringerung des Energieverbrauchs zwischen 25 und 50 Prozent gegenüber herkömmlichen hydraulischen Standardmaschinen. Als Kennzeichen für die energieoptimierte Arbeitsweise tragen die Maschinen der Edrive-Baureihe das Arburg-Energieeffizienz-Label "e2".
(st)











