
Konzepte für vertikale Form-, Füll- und Schließsysteme (FFS)
Abpacken in flexiblen Verpackungen im FFS-Prozess / Folien, Maschinen und Qualitätssicherung
Die bisher fertiggestellten Teile 1 und 2 des Inno-Letters erscheinen in voller Länge auf www.innoform.de. verpacken-aktuell.de fasst die Inhalte zusammen.

Quelle: Bosch Packaging Technology B. V.
Zum Einstieg erläutert der Autor die allgemeine Funktionsweise dieser Maschinen anhand konkreter Beispiele: Dargestellt werden intermittierend (also taktweise) arbeitende Maschinen, deren Abzugssystem aber unterschiedlich ist:
- Zum einen wird das Prinzip des Zangenabzugs vorgestellt.
- Zum anderen das Bandabzugs-Prinzip.
Es gibt auch kontinuierlich arbeitende Maschinen, auf die aber aus Platzgründen in diesem Rahmen nicht weiter eingegangen werden kann.
In Kapitel 2 wird die Zangenabzugsmaschine detaillierter betrachtet.
Quelle: Bosch Packaging Technology B. V.
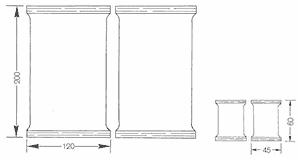
Im Beispiel handelt es sich um eine Duplex Schlauchbeutelmaschine mit Zangenabzug (SVZ 1200 A); Ausbringung: bis zu 180 Beutel / min; Formatbereich 45 x 60 mm bis 120 x 200 mm, siehe Abb. 1. Kraftschlüssiger Packstofftransport; Formatschnellwechsel; Bedienungsfreundlich, übersichtlicher Aufbau in Balkonbauweise, nahezu wartungsfrei.
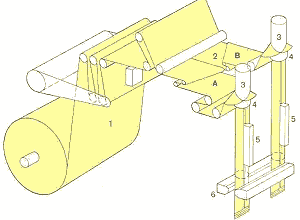
In der nachfolgenden Abbildung ist prinzipiell die Funktionsdarstellung einer Zangenabzugsmaschine erläutert.
Quelle: Bosch Packaging Technology B. V.
Diese Maschinen können unterschiedlich für Siegelung und Schweißung ausgelegt sein. Vorteile der Heißsiegelung sind u. a.:
- Getrennte Temperaturmessung und Regelung der Quernaht-Backen vorne und hinten.
- Selbst optimierende Regler; die Temperatureinstellung erfolgt automatisch über ein Formatprogramm.
- Automatische Temperaturüberwachung; eine Grenzwertüberschreitung führt zu einem Maschinenstop.
- Gleichmäßige Siegeltemperatur über die gesamte Längsnaht- und Quernahtfläche, für hochempfindliche Packstoffe wie PP (sehr enger Siegelbereich) sehr wichtig.
Daneben gibt es auch das PHS-Schweißsystem (Poly-Heißsiegel-Schweißsystem):
- Zum Schweißen von PE-Folien mit unterschiedlichen Dicken; die Schweißnähte werden dabei nach dem Schweißen durch Druckluft gekühlt.
- Die Schweißbacken weisen eine gleichmäßige Schweißtemperatur über die vollen Längs- und Quernahtbacken auf.
Dieses System hat u. a. folgende Vorteile:
- keine Schweißbänder
- die Siegelbacken sind verschleißfest
- Mängel im Heizelement und Temperaturfühler werden angezeigt und bringen die Maschine zum Stillstand.
- Auch verwendbar in Umgebungen, die Risiken von Staubexplosionen unterliegen.
- Extrem lange Lebensdauer.
- Zuverlässige, stabile und dichte Siegelnähte oder Schweißnähte sofort nach dem Start der Maschine oder nach einem Steuerimpuls; kein Produkt - kein Beutel.
Ein weiteres Kapitel befasst sich mit Bandabzugsmaschinen. Hier erfolgt der Packstoffabzug nicht mittels Zangen, sondern durch Bänder seitlich am Formrohr. Dabei wird der Packstoff durch Vakuum "transportiert".
Eine solche Maschine zeichnet sich u. a. aus durch:
- kontinuierlichen genauen Packstofftransport
- geringe Abzugskräfte
- schonende und spurgenaue Führung des Packstoffes über die Formschulter
- Antrieb mittels Servomotoren
- Auswahl des optimalen Maschinenzyklus, abhängig von der Applikation.
Zu guter Letzt sei noch darauf hingewiesen, dass ebenfalls kontinuierlich arbeitende Maschinen verfügbar sind (Kombination aus Zangen- und Bandabzug), auf die aber in diesem Rahmen aus Platzgründen hier nicht weiter eingegangen werden kann.
Im zweiten Teil des Inno-Letters befasst sich der Autor mit Schlüsselstellen bei vertikalen Form-, Füll- und Schließsystemen:
Produktschutz
Aufbauend auf Teil 1 werden die Schlüsselstellen in ihren Grundzügen dargestellt. Stichworte:
- Begasungsverfahren,
- Evakuierverfahren,
- Kombinationen dieser beiden Verfahren,
- Aromaschutz-Ventile, z. B. für Kaffee.
Produktschutz lässt sich definieren als Schutz vor chemischem, physikalischem und biologischem Verderb. Trockene Lebensmittel (unter denen die schüttfähigen Lebensmittel einen großen Anteil ausmachen) sind biologisch nicht gefährdet, wenn ihre Wasseraktivität unter der Gleichgewichtsfeuchte von 60% liegt. Deshalb sind "trockene Produkte" nur noch durch mechanische Zerstörung, Substanzverlust, Lichtstrahleinwirkung und durch chemische Prozesse (v. a. Oxidation) bedroht. Die Qualitätserhaltung trockener Lebensmittel durch Vakuum- und Schutzgaspackungen wirkt hier chemischen Langzeitschäden wie z. B. Oxidation entgegen. Lichtempfindliche Lebensmittel werden durch Sauerstoffentzug besser geschützt.
Bezüglich Produktschutzverfahren sind hier sowohl Evakuier- als auch Gasspülverfahren zu erwähnen, die auch kombinierbar sind.
Beim Evakuierverfahren kommt das Produkt im ungünstigsten Fall unter Normaldruck (210 mbar = 21% Sauerstoff) zur Verpackungsmaschine1.
Ausführlich geht der Autor auf die verschiedenen, von Bosch Packaging Technology angebotenen Verfahren zum Produktschutz, wie Neutrafill, Neutravac, Vacufin, sowie Aromaschutzventile, ein. Der Inno-Letter listet einige Grundlagen für Produktschutz und Ventile auf.
"Neutrafill": hier handelt sich um eine Vorbegasung bei Schlauchbeutelmaschinen; der Restsauerstoffgehalt eines unter Normalatmosphäre geführten Produktes wird im Dosierer auf ca. 2 mbar reduziert. Gleichzeitig wird das Innere des Folienschlauches auf etwa den gleichen Wert gespült. Da bei der Abfüllung nur sehr wenig Außenluft hinzu gelangt, bleibt der Rest-Sauerstoffwert im geschlossenen Beutel auf diesem sehr niedrigen Niveau.2
"Neutravac": hier handelt es sich prinzipiell um eine Kombination aus Begasung (Schutzgas) und einer Teilevakuierung. Hintergrund: der Markt verlangt oft harte Packungen. Dazu wird das Produkt zuerst unter Schutzgas abgefüllt und unmittelbar danach in der Becherkette evakuiert. Das Maschinenkonzept dafür muss also aus einer Vertikalschlauchbeutelmaschine mit anschließender Becherkette bestehen.
Man erhält sehr harte Rechteckpackungen: raumsparend, stapelbar, und die Packungen sind vom Endverbraucher an ihrer Härte kontrollierbar. Man erhält Restsauerstoffwerte von etwa 0,5-1,0% in der geschlossenen Packung. Bei diesem Prinzip wird außerdem kein weiteres Verpackungsmaterial für eine glatte Außenhülle benötigt, da die Oberfläche der Einlagenpackung bereits glatt ist. Als Produktbeispiel können Kaffee, Nüsse, Kartoffelprodukte u. ä. genannt werden.3
Der Vollständigkeit halber sei erwähnt, dass es daneben auch Evakuierung ohne Vorbegasung gibt ("Vacufin"): hier werden die Packungen in
Kammern in einem Vakuumrad evakuiert. Dieses Prinzip wird jedoch in Dornradmaschinen eingesetzt.
Aromaschutz-Ventile
Am Beispiel von Kaffee erläutert der Autor die speziellen Anforderungen von besonders sauerstoffempfindlichen Produkten an ihre Verpackung und die Wirkungsweise von Schutzventilen.
Hier hat Bosch ein weites Produktspektrum an außen und innen liegenden Ventilen mit den entsprechenden Applikatoren - geeignet für jeden Anwendungsfall. Die Bosch-Ventile haben einen reproduzierbaren, niedrigen Öffnungsdruck für eine entsprechende Verpackungsform im Verkaufsregal. Aufgrund der Ultraschweißtechnik ist die Siegelnaht des Ventils (nur bei innenliegendem Ventil) kaum sichtbar. Die Bosch-Applikatoren mit einer Leistung von bis zu 100 Beuteln/min zeigen höchste Prozesssicherheit (Effizienz) aufgrund verschiedener InLineÜberwachungen wie Sensoren für "Ventil vorhanden" oder "Ventilfluid vorhanden".
Dieser Inno-Letter wird fortgesetzt. In weiteren Teilen soll u. a. auf folgende Themenkomplexe eingegangen werden:
- Schlüsselstellen Siegel- und Schweißverfahren; weiter:
- Trockene Füllgüter und beispielhafte Materialkombinationen und - Spezifikationen; Qualitätskriterien und Qualitätssicherung (Material- und Beutelspezifikationen, praxisnahe Prüfmethoden, Dichtheitsprüfung)
Der Autor Dr. Manfred Reichert ist Mitglied von InnoNET-Partners, der Artikel entstand in Zusammenarbeit mit Innoform GmbH Testservice.
(, st)











